安全阀阀体和阀帽的维修和维护
典型的泄压阀由阀体和阀盖组成。每个零件的平面研磨需要类似的研磨过程,但需要不同的技术。在这两种情况下,Kemet 树脂铁研磨盘与 K 型 3 微米金刚石液和 K 型润滑液一起使用。这两种技术如下:
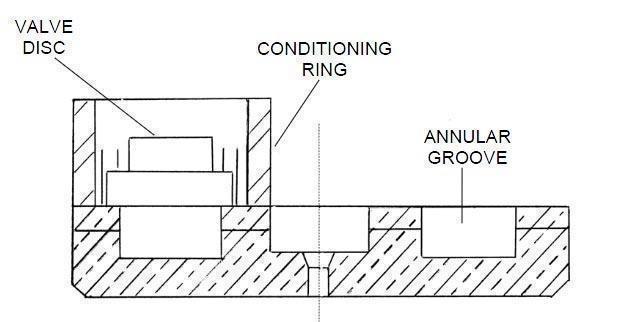
减压帽
大多数泄压帽都有一个圆锥形的凸起中心。这必要使用环形槽 Kemet 树脂铁研磨盘,其中槽是锥形区域的间隙。单个环形槽研磨盘通常能够研磨种最广范应用的阀帽尺寸中的 2 种的8 或 9。通常 4 个Kemet 树脂铁环形槽可以处理大多数的泄压帽。
使用的方法是将盖子放在机器的(通常是15“)调节环内,并在盖子顶部使用500克钢球来施加压力。研磨时间短,通常为3至5分钟。使用的方法是将泄压帽放在机器(通常是应用 Kemet 15 )的调节环内,并在泄压帽盖子顶部 施加500 克钢球压力。研磨时间通常为 3 至 5 分钟。
减压阀体
一般此工件头重脚轻,密封面只有 2 毫米左右。可以在标准的 15 英寸直径的 Kemet 树脂铁研磨盘上进行研磨/抛光。需要记的重点,身体与膝部的接触区域需要得到支撑以防止阻力翻倒。钢垫圈是最合适的。有关阀体和阀盖研磨位置的信息,请参见本节中的图纸。
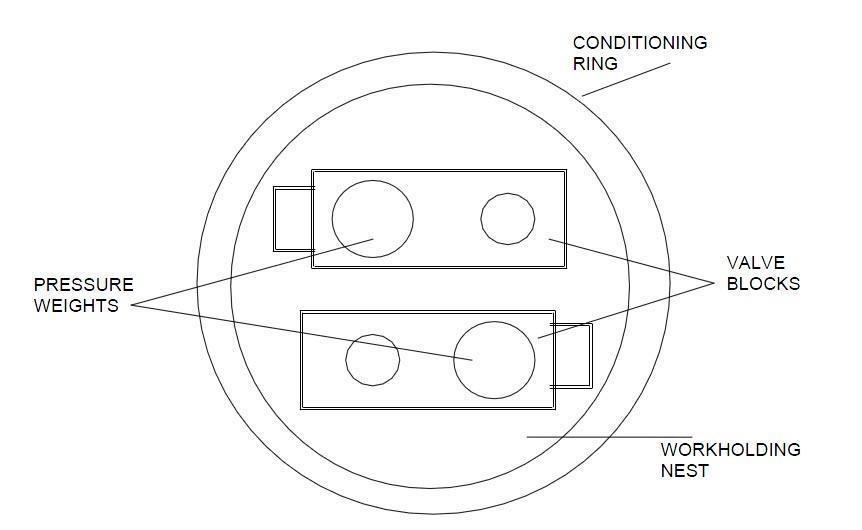
研磨平行滑阀
平行滑阀通常是一端带有大孔的金属块(见下图) 重要的是要将它们平整并平行的研磨,。孔可能会使研磨变得困难。常用的方法是将一个或多个阀块放置在调节环内,并将其定位在嵌套式工件夹具中。然后在滑阀实心区域放置一个重压块,该重压块是孔去除材料重量的两倍。防滑垫用于将其固定到位(参见本节草图)。研磨机通常用直径为 24 英寸(600 毫米)及以上并配有 Kemet 树脂铁系统。通常用 K 型 8 微米金刚石液和 K 型润滑液研磨达到 2 Ra μ 的表面。典型研磨时间为 10 至 15 分钟。
.png)