磨料切割轮
选择适当的切割轮,以确保无烧蚀和变形,同时是节省时间和耗材的最佳方式。正确切割产生的试样在接下来的制备步骤中处于最佳状态。
切割不同材料最常用的磨料为碳化硅和氧化铝。碳化硅适用于有色金属,而氧化铝更适用于黑色金属。硬轮用于切割软材料,软轮用于切割硬材料。 TRENO型切割轮用于获得优质的切割表面。

超薄精度的磨料切割轮
TRENO MT/HT/MP/HP超薄系列磨料切割轮与标准TREND 切割轮具有相同的适当关系。TRENO超薄切割轮是切割螺钉、螺帽或任何其他精密部件等小试样的理想选择。 由于其厚度极小,所以产生的热量极低。 提供的尺寸分别为:厚度:0.5 mm,直径: 0150 mm;厚度:0.8 mm,直径:0200 mm;厚度:1.0 mm,直径:0250 mm。
优质磨料切割轮
TRENO Ti/NF/H/M/S/SS系列磨料切割轮在其最佳使用期内能提供最佳质量的试样表面,最快速的切割速度。它能保证产生的热量最低,试样表面完美。减少下一步样品制备所需的时间和耗材用量。直径范围为0250至0600 mm。6种TREND切割轮可以切割各种各样的材料,且表面质量卓越。
使用期长的磨料切割轮
TRENO-DUR让您体验异常快切和耐用的切割轮。它在磨损率上尤其节约成本。可提供最佳试样表面质量和切割速度。对于高切削量的操作,过程控制实验室,切削检查应用等均是理想选择。直径为250毫米。
| 名称 | 直径(mm) | 心轴(mm) | 厚度(mm) | 磨料类型 | 建议切割材料 | 编号 |
|---|---|---|---|---|---|---|
| TRENO-HP | 150 | 12.7 | 0.5 | 碳化硅 | 有色金属材料和不锈钢 | 345530 |
| TRENO-HP | 150 | 12.7 | 0.5 | 氧化铝 | 中硬,硬化钢和黑色金属材料 > 23 HRC | 345531 |
| TRENO-HP | 200 | 12.7 | 0.5 | 碳化硅 | 有色金属材料和不锈钢 | 345412 |
| TRENO-HP | 200 | 12.7 | 0.5 | 氧化铝 | 中等硬度的钢和铁质材料 > 23 HRC | 345413 |
| TRENO-NF | 250 | 32 | 1.5 | 碳化硅 | 有色金属 | 600355 |
| TRENO-H | 250 | 32 | 1.5 | 氧化铝 | 软钢和铁质材料 < 23 HRC | 600351 |
| TRENO-M | 250 | 32 | 1.5 | 氧化铝 | 中等硬度的钢和铁质材料 > 23-55 HRC < < | 600352 |
| TRENO-S | 250 | 32 | 1.5 | 氧化铝 | 硬钢和铁质材料 > 50-60 HRC < | 600353 |
| TRENO-SS | 250 | 32 | 1.5 | 氧化铝 | 非常硬钢和铁质材料 > 60 HRC | 600354 |
| TRENO-NF | 300 | 32 | 2 | 碳化硅 | 有色金属 | 600356 |
| TRENO-H | 300 | 32 | 2 | 氧化铝 | 软钢和铁质材料 < 23 HRC | 600499 |
| TRENO-M | 300 | 32 | 2 | 氧化铝 | 中等硬度的钢和铁质材料 > 23-55 HRC < < | 600357 |
| TRENO-S | 300 | 32 | 2 | 氧化铝 | 硬钢和铁质材料 > 50-60 HRC < | 600358 |
| TRENO-SS | 300 | 32 | 2 | 氧化铝 | 非常硬钢和铁质材料 > 60 HRC | 600498 |
| TRENO-NF | 350 | 32 | 2.4 | 碳化硅 | 有色金属 | 600359 |
| TRENO-M | 350 | 32 | 2.4 | 氧化铝 | 中等硬度的钢和铁质材料 > 23-55 HRC < < | 600360 |
| TRENO-S | 350 | 32 | 2.4 | 氧化铝 | 硬钢和铁质材料 > 50-60 HRC < | 600361 |
| TRENO-SS | 350 | 32 | 2.4 | 氧化铝 | 非常硬钢和铁质材料 > 60 HRC | 600500 |
| TRENO-NF | 400 | 32 | 3 | 碳化硅 | 有色金属 | - |
| TRENO-M | 400 | 32 | 3 | 氧化铝 | 中等硬度的钢和铁质材料 > 23-55 HRC < < | 600362 |
| TRENO-S | 400 | 32 | 3 | 氧化铝 | 硬钢和铁质材料 > 50-60 HRC < | 600363 |
| TRENO-SS | 400 | 32 | 3 | 氧化铝 | 非常硬钢和铁质材料 > 60 HRC | - |
| TRENO-M | 432 | 32 | 3 | 氧化铝 | 中等硬度的钢和铁质材料 > 23-55 HRC < < | 600364 |
| TRENO-S | 432 | 32 | 3 | 氧化铝 | 硬钢和铁质材料 > 50-60 HRC < | 600365 |
切割轮选择指南
制备金相或显微结构分析的试样包括几个操作步骤,第一步是确定感兴趣的区域。切片或切割是获得感兴趣区域的最常用技术。适当的切割可以保证最小的结构损伤。应避免对次生相(如石墨片、结核或晶粒脱落)造成过大的表面损伤。根据材料的不同,切割可以分为两个领域:磨料切割和精密切割。
磨料切割通常用于金属试样,用SiC或AlP3树脂或橡胶粘合的切割轮来完成。磨料切割应使用足够量的冷却液进行,包括润滑和防腐。在切割过程中,需要选用适当的叶片以减少燃烧和热量的产生,否则可能降低试样表面质量和叶片切割效率。精密切割采用薄的金刚石刀片完成。精密切割尤其适用于切割陶瓷、矿物以及一些金属材料。
选择适当的切割轮,以确保无烧蚀和变形,同时是节省时间和耗材的最佳方式。正确切割产生的试样在接下来的制备步骤中处于最佳状态。切割不同材料最常用的磨料为碳化硅和氧化铝。
当切割电机达到最大负载时,如需降低速度, 可自动调节进给速度,从而进行完美的切割,并消除样品和机器损坏。在所有切割超硬试样的自动模式中,脉冲切割模式是标配。T形工作台或切割轮会向后移动几毫米,然后在一个周期中停留一小段时间。切割暂停期间,更多的冷却剂会进入切割区域,最大限度地减少对样品的损坏。
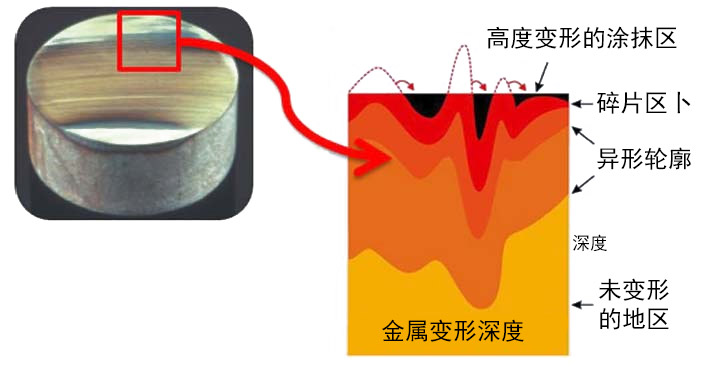
不适当的研磨盘会在样品表面产生极大的热量。这会导致试样在很深层的微观结构变形。这样可能会导致不能获得正确 的微观结构和硬度值。选择正确的研磨盘是金相和硬度分析的基础条件。
- 硬切割轮必须用于软材料
- 软切割轮必须用于硬材料
下表是根据您的样品类型,硬度和应用要求选择最佳切割轮的完整指南。
| 材料 | 要求 | - | 20 HRC | 30 HRC | 40 HRC | 50 HRC | 60 HRC | 70 HRC | + | ||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 有色金属 | 优质的表面质量 | TREND-NF | |||||||||||||||||||||||||||||||
| 有色金属 | 精密切割 | TREND-HP | |||||||||||||||||||||||||||||||
| 黑色金属 | 优质的表面质量 | TREND-H | |||||||||||||||||||||||||||||||
| 黑色金属 | 超薄切割 | TREND-H | |||||||||||||||||||||||||||||||
| 黑色金属 | 精密切割 | TREND-MP | |||||||||||||||||||||||||||||||
| 黑色金属 | 非常耐用 | TREND-DUR | |||||||||||||||||||||||||||||||
| 钛/延性材料 | 优质的表面质量 | TRENO-Ti | |||||||||||||||||||||||||||||||
| 黑色金属 | 优质的表面质量 | TRENO-M | |||||||||||||||||||||||||||||||
| 黑色金属 | 超薄切割 | TREND-MT | |||||||||||||||||||||||||||||||
| 黑色金属 | 优质的表面质量 | TREND-S | |||||||||||||||||||||||||||||||
| 黑色金属 | 优质的表面质量 | TREND-SS | |||||||||||||||||||||||||||||||
| 超硬金属 | 氮化硼切割 | CBN | |||||||||||||||||||||||||||||||
| 陶瓷/玻璃 | 金刚石切割 | 金刚切割轮 | |||||||||||||||||||||||||||||||
.png)