铝表面处理
工作范围:适用于各种规格铝灯罩的研磨
铝灯壳的抛光工艺分解
第 1 步骤:将所有部件均等间隔放进 24” 机台修整环内。并且在顶部放置一个 Dycem 面吸附手重4公斤法码压块。它也用作为夹具。机台使用铸铁研磨盘通过研磨泵施加 kemox 0-800s 5-10 分钟运转循环。之后将它们取出并用 Co42 清洁液清洗。
第 2 步骤:将清洗后的部件放入塑料面型修整环中,顶部放置 4 公斤压力砝码。机器 使用ASFL 抛光垫,以每 40 秒喷 2 秒的比例分配K 型金刚石3 微米液运转循环 5 分钟。之后取出用 Co42 清洗液清洗零件。
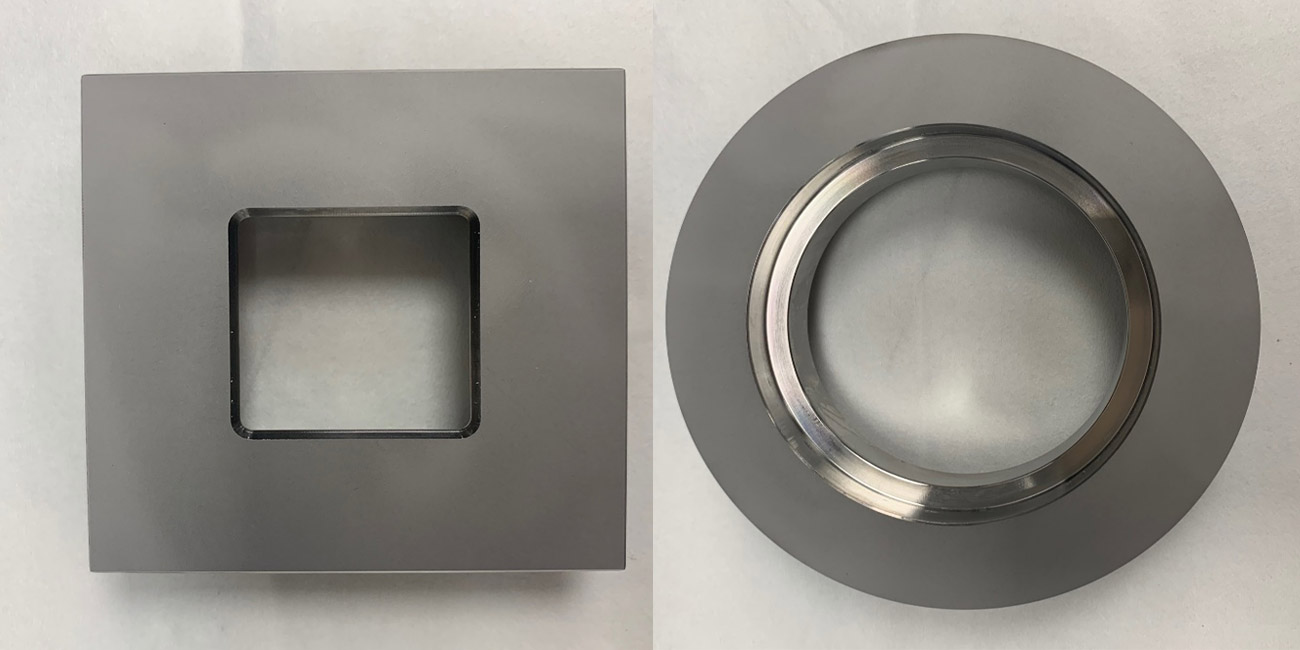
铝的表面处理前
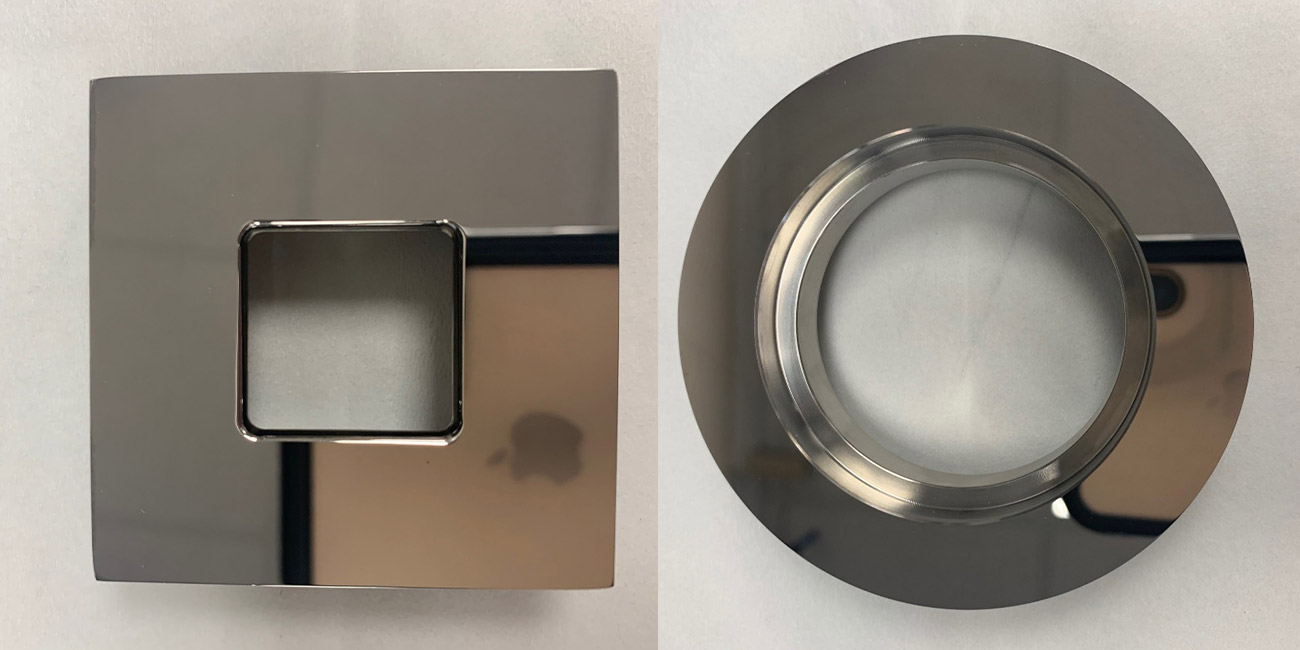
铝的表面处理后
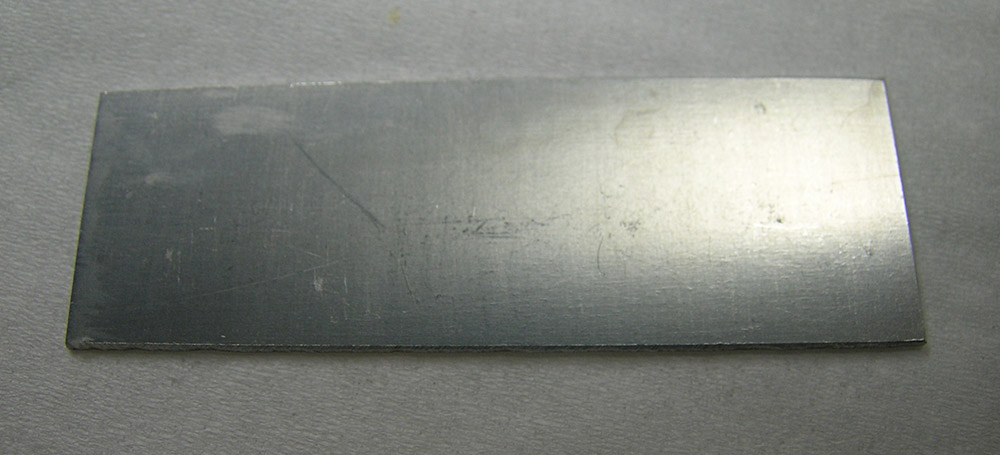
工作范围:在 ½” x 2” 铝带样品达到最佳光洁度,不留下研磨颗粒。
第一步骤
第二步骤
铝的工艺分解
我们选择了 CMP 工艺进行最终抛光,因为它使用化学作用来抛光部件的表面,而不是传统的磨料型抛光工艺。也不会在铝材表面留下任何磨料。抛光时间为 80 分钟。 若通过增加额外的压力,可以减少抛光时间。
此过程达到的 Ra:Ra 1.647µinch
铝在处理之前
铝在处理之后

工作范围:铝在抛光后达到无瑕疵的镜面效果
组件详情:小型铝制散热器
第一步骤 (评级步骤)
在抛光之前,使用 Kemox 0-800 精细氧化铝磨料在铸铁盘研磨部件达到平整的亚光饰面。此步骤的研磨时间取决于部件研磨前的表面光洁度。
第二步骤 : (预抛光)
使用ASFL-AW丝绒抛光垫和K型标准 3微米金刚石液进行预抛光,表面取得良好的反射光亮面效果。
第二步骤(镜面抛光)
最后使用 CMP 抛光液Col-K 和Chem Cloth H 进行镜面抛光。达到无瑕疵的镜面。

.png)